
保温装饰一体化清水混凝土构件在装配式建筑中的应用

扫描到手机,新闻随时看
扫一扫,用手机看文章
更加方便分享给朋友

消息来源:混凝土世界杂志
作者:周向东 殷向东 赵利辉 吕丽萍
单位:北京榆构有限公司

自2016年9月国务院办公厅发布《关于大力发展装配式建筑的指导意见》以来,全国各地相继出台各项利好政策,装配式建筑迎来了真正意义上的黄金发展期。装配式建筑以其标准化、构件质量好、施工速度快、环保等优点而得到广泛应用。
将不同材质的材料高度集成,形成装配式预制构件,是装配式建筑中的难点。本研究以由石材、聚苯、混凝土高度集成生产的保温装饰一体化清水混凝土挂板应用于北京城市副中心外墙板为例,总结出一系列关于保温装饰一体化挂板生产质量控制技术,为装配式建筑构件生产提供技术参考。
1 工程概况
1.1 项目简介
北京市行政副中心B3、B4项目两座办公楼,总建筑面积180000平方米。
本项目地下2层、地上7层,主体采用钢框架结构,外维护采用保温装饰一体化清水混凝土挂板(简称挂板)与幕墙组合设计。其中保温装饰一体化清水混凝土挂板面积约17000平方米,涉及挂板约2800块(如图1所示)。
图 1 B3、B4项目平面图
1.2 挂板简介
(1)挂板设计厚度250mm,由80mm(饰面层)+100mm(保温层)+70mm(内页)组成(如图2所示)。
图 2 石材挂板构造图
(2)饰面层设计为石材与清水混凝土组合(如图3所示)。
图 3 石材与清水饰面图
(3)饰面层、保温层、内页采用不锈钢桁架(K1)连接(如图4所示)。
图 4 桁架连接图
(4)挂板通过背面预埋连接件并通过转接件与钢结构上焊次梁进行螺栓连接(如图5所示)。
图 5 构造连接图
2 难点分析
2.1 安装节点设计复杂
为达到石材挂板与幕墙竖向交错的效果,安装节点设计复杂,标准化程度低。为区分安装节点位置的挂板,二次设计形成约1000种构件型号(如图6所示)。
图 6 安装挂板节点设计图
2.2 模具设计重点
为达到石材饰面与清水饰面优质组合的设计效果,既要保证混凝土外露面的清水效果,还要保护石材,防止受到破坏。设计模具方案时,清水混凝土处面板采用5mm厚优质钢板,石材处为5mm水晶板保护,浇筑完成后,将石材与清水面平齐(如图7所示)。
图 7 模具设计简图
石材反打构件数量大,种类多,一套模具需要改制20次以上,且长度、宽度均出现变化,针对此种问题,模具设计时需将模具改制要求提前融入,以方便后期改制。
2.3 石材处理工艺
为保证石材与混凝土的安全结构连接且避免混凝土向石材饰面泛碱,使用石材前,需对石材饰面背面进行特殊工艺处理,具体处理方法如下:
(1)石材进场后,进行颜色、尺寸、外观的检查,剔除存在较大偏差的石材。
(2)石材饰面铺贴前应进行防碱工艺处理和防污染保护(如图8所示)。
图 8 石材面处理
(3)石材铺放应按控制尺寸和标高在模具上设置标记,固定和校正成型产品石材。
(4)根据石材分割网,在模具底面铺设弹性材料用于石材铺贴时进行找平,以及混凝土成型过程中对石材进行防护。
(5)石材缝及石材背面规定区域注密封胶封闭。
(6)成型放置的分隔条应保证清洁、顺直,石材不可粘贴在嵌缝条上面或浮起(如图9所示)。
图 9 分隔条粘贴
2.4 成品控制
保温一体化体系挂板整体刚度弱,板面平整及翘曲受温度影响,变形量大,在成品存放环节需设置专项方案以控制变形。
3 挂板生产工艺及质量控制
3.1 挂板生产工艺流程(如图10所示)
图 10 挂板生产工艺流程
3.2 模具加工及组装
(1)模具加工用设计图纸需经技术部门签字确认。
(2)模具下料、成型、制作应严格按照签字确认后的模具图纸进行,不得擅自更改模具设计。
(3)清水部分钢板的采购选用技术部门指定优质品牌钢板,确保钢板氧化皮完整。
(4)钢板下料统一采用激光切割,确保下料的精度,同时避免传统下料工艺过程中对板材造成的损坏。
(5)确定板材拼接过程中电流的控制范围,避免在钢板拼接过程中造成损坏及变形。
(6)确定板材拼焊接的顺序、焊点的大小及间距,减小钢板焊接过程中产生应力变形。
(7)板材焊接完成后进行应力消除,同时测量平整度和侧弯,保证模具组装前各零部件满足质量要求。
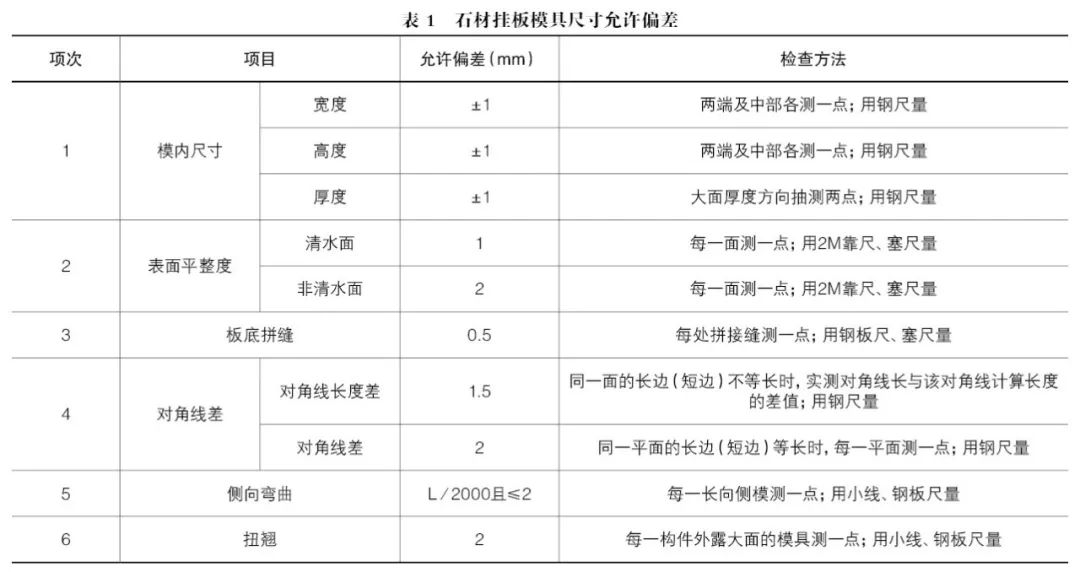
(8)模具加工组装完毕后,需经过自检与交接检两道验收工序,验收要求必须符合石材挂板模具所允许的偏差。
(9)模具运输至生产线,进行模具超平、模具清理及模具组装;组装后的尺寸验收必须符合石材挂板模具所允许的偏差(见表1)。
3.3 石材铺设
(1)石材铺贴人员、检验员在模具内作业时,应穿软底鞋并带鞋套,严禁其他人员进入模具踩踏已铺好的饰面层,避免造成石材损坏和石材污染。
(2)石材铺贴时,应由专人对石材的编号、位置、颜色等进行确认。
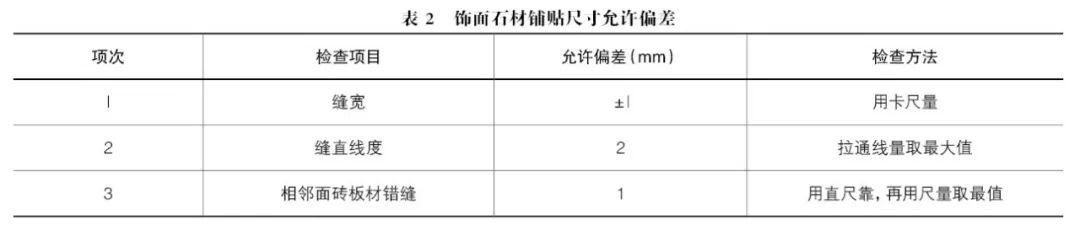
(3)石材铺贴质量检查项包括:石材无破损且缝隙顺直;分格条嵌缝应严密平整,无起伏、翘头,分格条交接处无间隙;表面不得有尘土、杂物和油污沾染;板材背层及卡具完好无损;饰面石材铺贴尺寸应符合要求(见表2)。
4 钢筋加工及质量控制流程
钢筋加工质量应符合钢筋加工允许偏差要求,具体检验方法见表3。
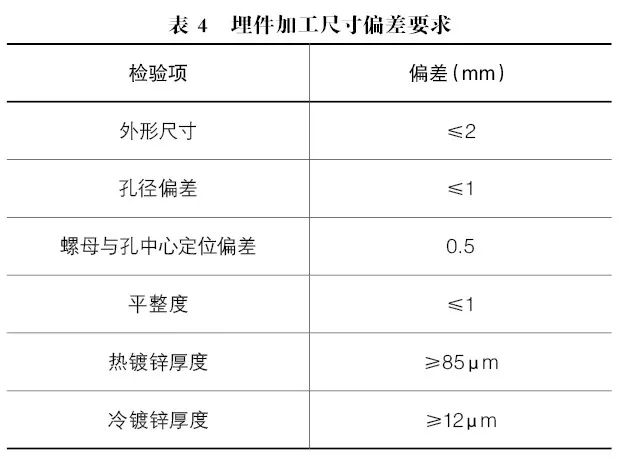
5 预埋件加工及质量控制流程
如图11所示
图 11 预埋件加工及质量控制流程
(1)同一类型埋件,每300件为一检验批,每批不足300件也按一批计算,随机抽取10%,且不少于10件;检验批合格率不低于95%。
(2)低于合格率要求的检验批埋件,100%进行测量并剔除不合格品。
(3)埋件加工应符合埋件加工允许偏差(见表4)。
6 混凝土质量控制
(1)混凝土中的主要原材料,砂、石、水泥、外加剂等必须严格按照国家相关标准规范进行进场验收,并保证材料的稳定性。
(2)配合比设计在满足强度和坍落度要求的基础上,需确定与环境、浇筑进度匹配的坍落度损失要求。
(3)混凝土拌制过程中,需严格执行施工配比并进行坍落度检测。
7 隐蔽验收
(1)每套模具组装完成后,均进行规格尺寸复核。
(2)因背面安装节点不同而导致挂板型号复杂,为保证构件生产型号的准确性,在首层钢筋入模、埋件安装和内页钢筋绑扎、埋件安装4个环节,对钢筋和预埋节点的位置需要不少于两次的型号与尺寸复核。
8 挂板养护与成型
(1)混凝土振捣完毕后,表面应抹平,用抹刀使表面平滑均匀。成型构件手工面平整光滑且不得爆皮。
(2)表面平整窗框构件采用标准2m靠尺截断测量,平板度采用2m或3m靠尺测量。
(3)表面抹平后要及时覆盖,以免脱水龟裂。静停预养护不少于1h。
(4)采用蒸汽养护,严格按养护制度控制各阶段养护温度和时间,实际温度与设定温度的允许偏差为±5℃。蒸养升温不超过15℃/h,较高温度控制在55℃,降温不超过15℃/h,恒温4~8h。
(5)石材饰面挂板出池强度不低于设计强度75%。
9 成品验收和保护
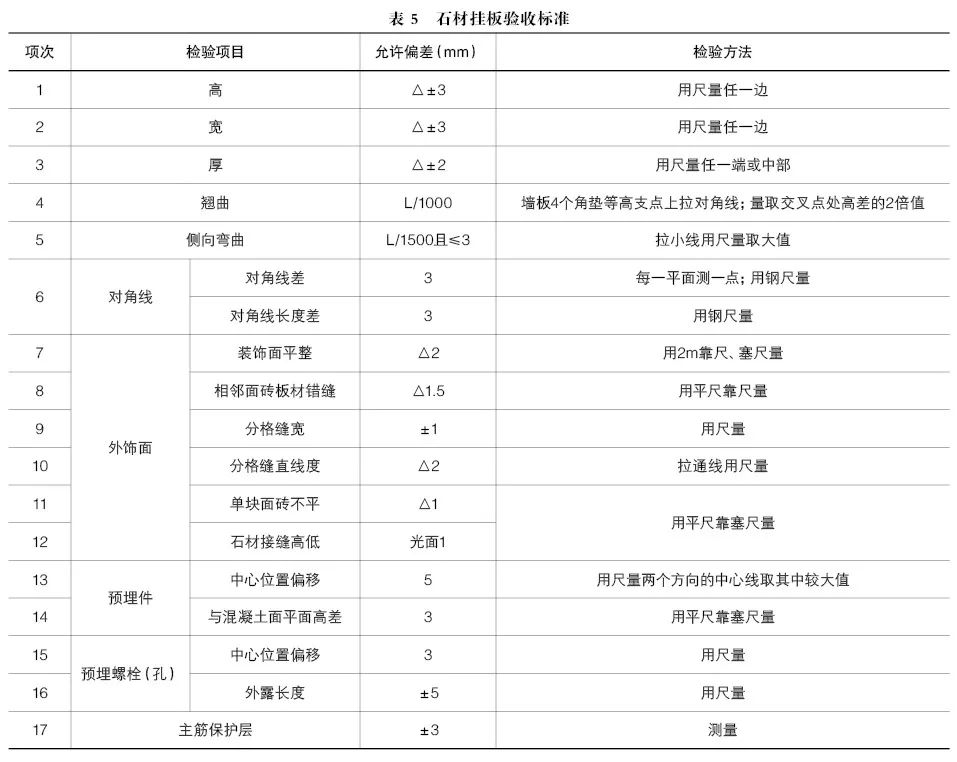
9.1 成品验收
挂板成品出模后,针对规格尺寸、平整度等各项指标100% 进行验收,石材挂板验收标准见表5。
9.2 成品保护
保温石材一体化挂板整体刚度弱,板面平整及翘曲受温度影响变形量大,在成品存放环节需设置专项方案控制变形。
(1)每块挂板均经验收合格后,采用薄膜进行覆盖包裹(如图12所示)。挂板强度未达到100%之前,严禁在烈日下曝晒。防止由于石材、聚苯和混凝土的热胀冷缩不一样造成板的弯曲和扭翘。
图 12 包裹薄膜
(2)挂板入库时,严格按码放方案进行码放,以防扭翘。
(3)出厂前,采用0.5mm厚PE片进行包裹,防止运输、卸车以及吊装过程中产生污染。
10 施工效果
如图13所示
图 13 施工效果图
原文参见《混凝土世界》2018年09期 P18-P25
更多联盟单位新闻,可点击“阅读原文”
群策群力助推装配式建筑发展 ——建筑工业化产业技术创新战略联盟理事蒋勤俭专访
声明:本文由入驻焦点开放平台的作者撰写,除焦点官方账号外,观点仅代表作者本人,不代表焦点立场。